
Ovaj članak dio je velikog broja materijala o postrojenju INTERSKOL-Alabuga, jednom od rijetkih poduzeća koja proizvode električne alate i malu mehanizaciju u Rusiji. Još je važnija činjenica da je to najnovija proizvodna lokacija u našoj zemlji koja je naručena 2014. godine. U budućnosti, nakon pokretanja svih 3 planiranog reda, INTERSKOL-Alabuga će postati najveća industrijska tvornica u Ruskoj Federaciji koja može proizvesti do 5 milijun jedinica gotovih proizvoda godišnje, što pokriva oko 25% potreba domaćeg tržišta alata. Pa, za sada, razgovarajmo o prvoj fazi postrojenja koja djeluje u punom kapacitetu gotovo otkad je pokrenuta. Snažno, moderno i visoko tehnološko poduzeće, bez sumnje, zaslužuje pažljivu i sveobuhvatnu studiju iznutra i izvana. Dobrodošli na sutra na električnom alatu i industriji alata!
Više članaka:
- "Interskol-Alabuga". Izlijevanje, montaža i kontrola kvalitete plastike.
- "Interskol-Alabuga". Proizvodnja elektromotora, dio 1.
- "Interskol-Alabuga". Proizvodnja elektromotora, dio 2.
- "Interskol-Alabuga". Područje bez proizvodnje.
Jedan od najvažnijih dijelova mnogih vrsta električnih alata proizvedenih u pogonu INTERSKOL-Alabuga su metalni dijelovi od lijevanog metala, na primjer, poklopac kućišta ili mjenjača, elementi stolnih pila itd. U nastavku će se smatrati neke faze njihove proizvodnje tijekom virtualnog obilaska aluminijskog lijevanja, strojne obrade i slikanja.
Metalno lijevanje
Prvo, metalni dio mora biti bačen. U tu radionicu nalaze se dvije ljevaonice, od kojih se svaka upravlja pomoću kotača. Uz pomoć limenke, skuplja rastaljenog metala i ulijeva ga u vrat za prijem. 
Nakon što pritisnete gumb, vrata stroja su zatvorena, a metal se ubrizgava u injekcijski kalup pod pritiskom. Operater treba samo iskrcati izradak iz komore (fotografije prikazuju postupak lijevanja blokova od četiri mlinova mjenjača) i podmazuju elemente kalupa kako bi se lako uklonili sljedeći oblikovani dijelovi. 
Višak sirovina (prskanje, strujanje itd.) Koji se preostane nakon ovog postupka vraća se u peć za taljenje, odakle rastaljen materijal ponovno ulazi u rad.
strojna
Očito, u procesu lijevanja, nije čak ni dio koji se proizvodi, već samo njegov obratni materijal, koji se treba "ukrasti" - precizno mljevenje do određene veličine, bušiti potrebne rupe, rezati teme i tako dalje. Sve ove operacije se izvode u susjednoj prostoriji gdje se nalazi trgovina za obradu aluminijskih dijelova.
Koristi najmoderniju opremu strojeva. Na primjer, centar za obradu više osi CHIRON obavlja sve operacije koje program propisuje u automatskom načinu rada: radni dio se postavlja u poseban držač, nakon čega stroj obrađuje dio na svim ravninama. 
Evo kako proces gleda iznutra: 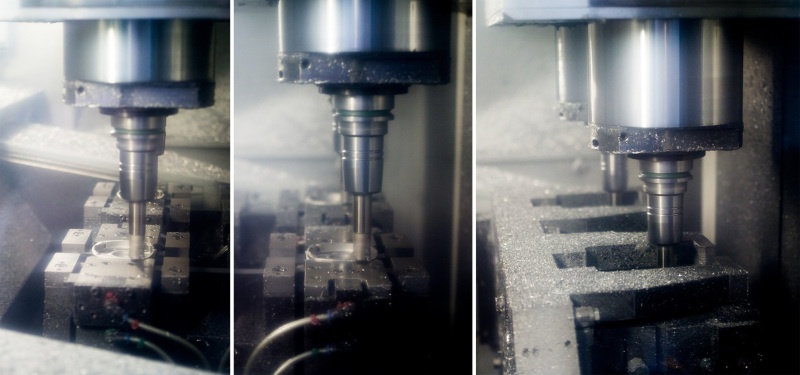
Ostali robotski strojevi u obrtničkoj radionici obavljaju poslove samo u jednoj ravnini, ali s visokom produktivnošću. Ovdje su TOPPER automatske torove: jedan operator jednostavno služi dva takva stroja u isto vrijeme. Unutar uređaja nalazi se manipulator koji izvodi dijelove iz košare i hrani ih na područje liječenja. 
Rezultat obrade na desnoj strani: uklonjeni tehnološki tokovi, izbušene rupe s navojnim navojem, obrađena sjedala, uklonjena hrapavost na radnim površinama. 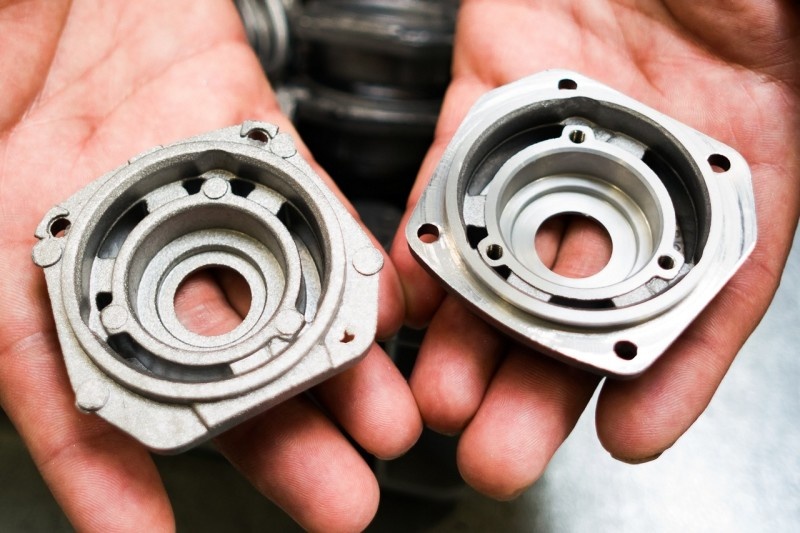
Ovdje je obrada mjenjača bušilice za udarce DU-13 / 750T. Operater popravlja detalje na iglama. 
Aluminijski dijelovi, spremni za odlazak u slikarsku trgovinu. 
slika
Automatska slikarska linija VARCO (Italija) nalazi se u zasebnoj radionici. Koristi crnu boju u prahu, koja se primjenjuje, na primjer, na metalnim kućištima zupčanika, bušilice, također pokriva i neke elemente sferne pile.
Slikanje, usprkos očitoj jednostavnosti, proces je višestupanjski. Da bi se pravilno protjecalo, dijelovi moraju biti oprani, sušeni, odmašćeni, a tek nakon toga nanesete boju praha u elektrostatskom polju i zagrijavate dio za polimerizaciju (sinter) premaza. Svi razmatrani tehnološki stupnjevi su potpuno automatizirani, za svaku od njih nalazi se fotoaparat u radionici. Na primjer, u onom prikazanom na slici, dijelovi su prethodno oprani. Izgleda malo zastrašujuće, ali dobro se suočava sa svojim odgovornostima. Koristi se vodena otopina s deterdžentima, prskanje se događa kroz mlaznice unutar ovog koridora. 
Dijelovi zatim ulaze u komoru za sušenje, ulazeći kroz desni prozor i izlazeći ulijevo. 
Staklo za raspršivanje, gdje se praškasta boja raspršuje, sada se jasno vidi da se dijelovi kreću duž procesne linije na suspenzijama. Na stranama postoje dva mobilna robotska raspršivača koji nanose boju na dijelove u elektrostatskom polju. 
Posljednja faza je toplinska komora: u njemu boja na dijelovima se melje i peče, a zatim se rashlađuje, učvršćuje. 
Sada su dijelovi (u ovom slučaju kućišta mjenjača za kutne brusilice INTERSKOL UShM-125/900) spremni za isporuku komponenata, ostaje samo uklanjanje utikača iz otvora za vreteno. 
Dijelovi se ručno uklanjaju iz vješalica i stavljaju u košaricu za daljnji transport, a umjesto toga je instalirana sljedeća šarža praznina. 