
Ovaj članak dio je velikog broja materijala o postrojenju INTERSKOL-Alabuga, jednom od rijetkih poduzeća za proizvodnju električnih alata i malih mehanizama u Rusiji. Još je važnija činjenica da je to najnovija proizvodna lokacija u našoj zemlji koja je naručena 2014. godine. U budućnosti, nakon pokretanja svih 3 planiranog reda, INTERSKOL-Alabuga će postati najveća industrijska tvornica u Ruskoj Federaciji koja može proizvesti do 5 milijuna jedinica gotovih proizvoda godišnje, što pokriva oko 25% potreba domaćeg tržišta alata.
U međuvremenu, razgovarajmo o prvoj fazi postrojenja koja je gotovo potpuno operativna od njezina pokretanja. Snažno, moderno i visoko tehnološko poduzeće, bez sumnje, zaslužuje pažljivu i sveobuhvatnu studiju iznutra i izvana. Dobrodošli na sutra na električnom alatu i industriji alata! 
Svi materijalni članci:
- "Interskol-Alabuga". Metalno lijevanje, strojna obrada i slikarstvo.
- "Interskol-Alabuga". Izlijevanje, montaža i kontrola kvalitete plastike.
- "Interskol-Alabuga". Proizvodnja elektromotora, dio 1.
- "Interskol-Alabuga". Područje bez proizvodnje.
Ovaj je materijal nastavak ovog zapisa.
Sljedeća proizvodna linija pretvara grb u punom rotoru. Ovo je robotski transporter na kojem se izvode desetke operacija. Najviše od svega, ovo je odjeljak sličan postrojenju unutar postrojenja, gdje desetine alata za strojeve rade u jednom skladnom kompleksu s minimalnim sudjelovanjem u ljudima: prazan je stavljen na prihvatnu platformu, a nakon nekog vremena možete preuzeti gotov rotor. 
Prozori se kreću duž transportera u posebnim paletama. Prije početka tehnološkog postupka, manipulator uklanja obradni dio s palete, stavlja ga unutar instalacije, a zatim vraća dio natrag na paletu. Radni dio se pomiče na sljedeću instalaciju. 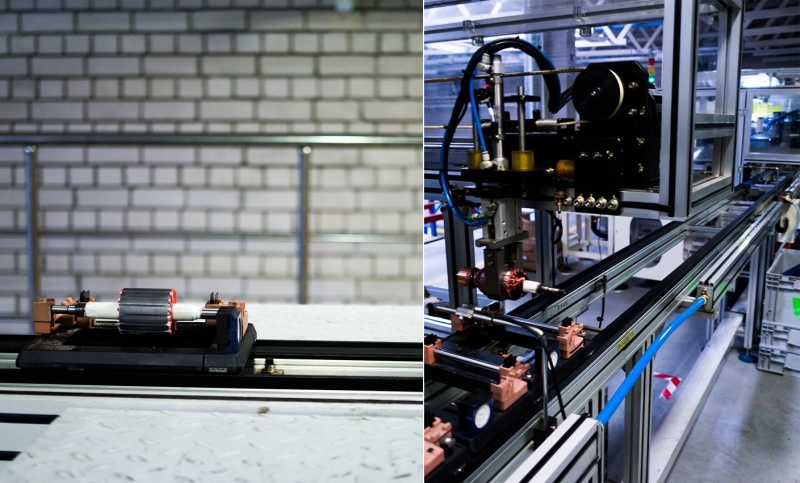
Razmotrite neke od operacija bliže. Za referencu: u ovom materijalu nisu u kronološkom redoslijedu. S lijeve strane - bunker za izolacijske podloške, oni su jedan od prvih koji se instaliraju u smjeru transportera. S desne strane - instalacija za namatanje rotora. Nemoguće je prenijeti ljepotu i eleganciju ovog procesa kroz fotografiju, ali priloženi videozapis omogućuje vam da u potpunosti cijenite brzinu i točnost stroja za navijanje. 
https://www.youtube.com/embed/F1CaQbVu_hI
U ovoj fazi, montaža kolektora odvija se zahvaljujući pričvršćenju lamela na navojne žice (slika na desnoj strani). Komprimirani zrak se dovodi kroz valovitu plavu cijev kako bi se ohladili lemljenja. 
Druga je operacija ugradnja ventilatora, koji se pritisne na odgovarajući vrat vratila rotora. 
Ove jedinice su odgovorne za izolaciju rotor-paketa, ugradnju klina i uklanjanje lamela kolektora. 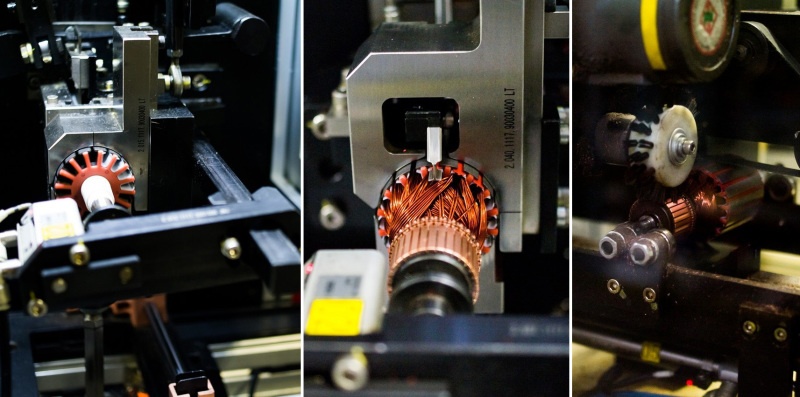
U jednoj od komora provodi se lasersko označavanje, staklo prozora za gledanje je obojeno kako bi zaštitio vidjelo operatora. 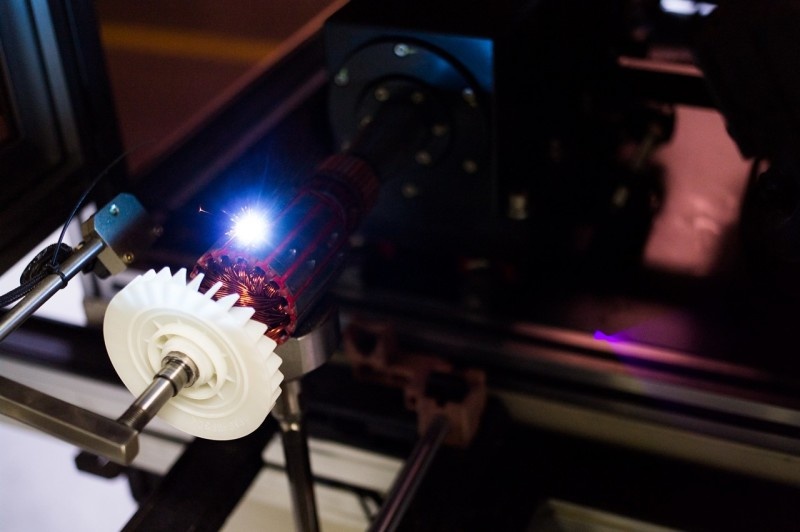
Ovdje je automatsko balansiranje rotora. 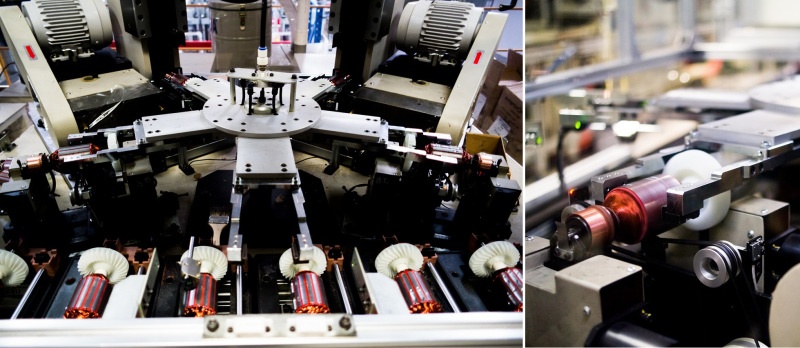
Kapljica premaza s lakom prilično je prljavi proces, za to je dodijeljena zasebna zona u postrojenju. Pojedinosti se učitavaju u prijemnu komoru (slika na lijevoj strani), daljnji postupak je automatiziran (slika s desne strane je iz radnog područja instalacije). 
Gotovi rotori se isporučuju na zalihe komponenata, a od tamo do sklopa. Slika prikazuje rotor u odjeljku na stolu tehnologa koji provjerava kvalitetu impregnacije. 
statora
Kao i rotor, stator elektromotora počinje s bazom - dial-up paket metalnih ploča. Usput, paketi sidra i statora su napravljeni u jednom koraku uz preciznu brzu prešu, gdje se metalni lim izvodi od bubnjeva. 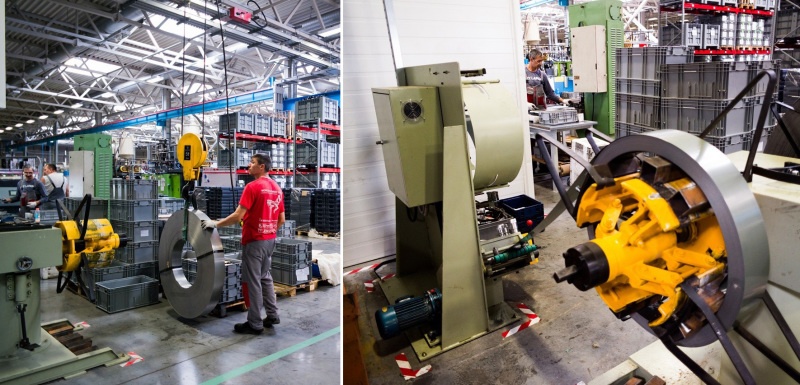
Fotografija prikazuje radno područje ove velike brzine (do 300 otkucaja u minuti): kao rezultat, operater prima gotove pakiranje statorskih ploča, koje se mogu komprimirati. 
Paket statora je spreman za daljnju montažu! 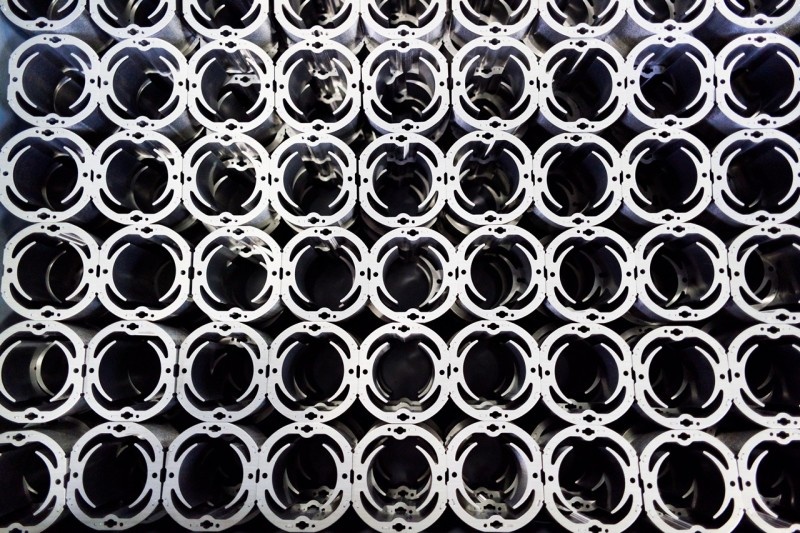
Tada se dio šalje robotskom transporteru, gdje se stator sastavlja i rana. Linija je automatizirana, operator mora samo učitati komponente i ukloniti gotovi dio električnog motora. 
Jedan od ključnih procesa je navijanje cakline žice. Manipulator preuzima dio s transportera i pomiče ga u jednu od postaja automatske linije. Kotač vrši pokretne kretnje, a glava okreće oko osi, a sve se događa vrlo velikom brzinom. Nakon završetka radnje, manipulator vraća dio transportera koji se šalje na sljedeće postaje. 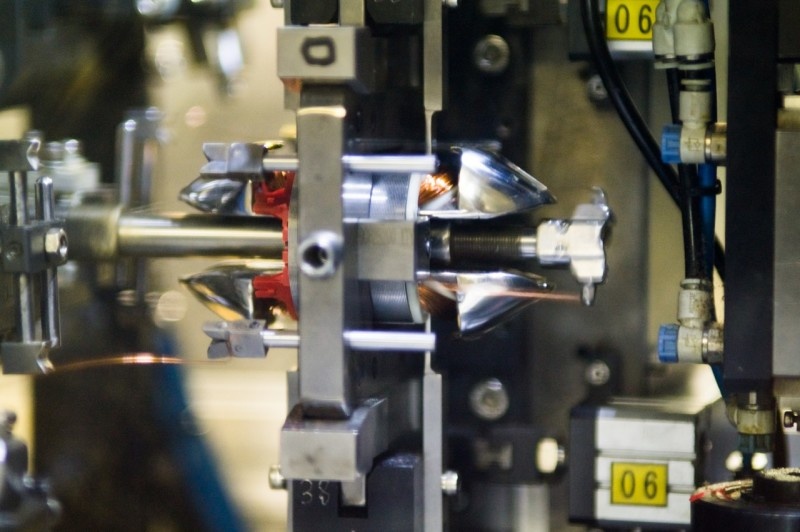
Skupljeni statori su natopljeni lakom na impregnacijskom stroju. Njihov utovar i istovar vrši se ručno od strane operatera, a ostatak se vrši automatski: dijelovi su pomaknuti i natopljeni lakom u metodi pada. 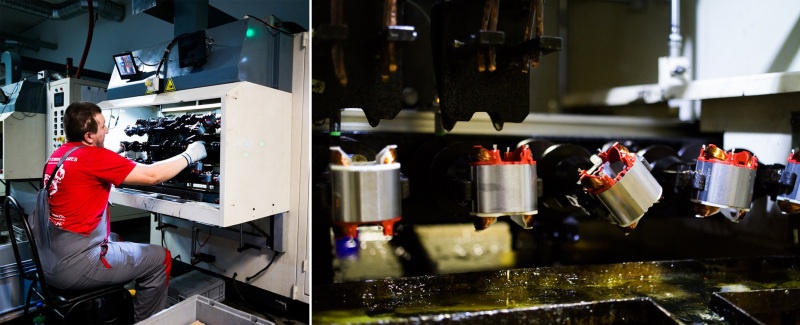
Zapravo, pri proizvodnji statora, samo su dvije operacije ručno. Prva je crimping vodećih žica: oni su ručno povezani, nakon čega se stator toplinski obrađuje kako bi smanjio izolaciju. 
Druga je rezervacija namota. Rukovatelj povezuje stezaljke statora s instalacijom, što smanjuje udio u kupelji i napaja napon. Kao rezultat toga, namotavanje se zagrijava na 50-70 stupnjeva Celzija, a pod utjecajem temperature dolazi do sinteriranja praškaste prašine. Prekomjerni prašak na magnetskoj jezgri lako se udahne strujom komprimiranog zraka. 